4. 机械臂电气接口
4.1 末端法兰
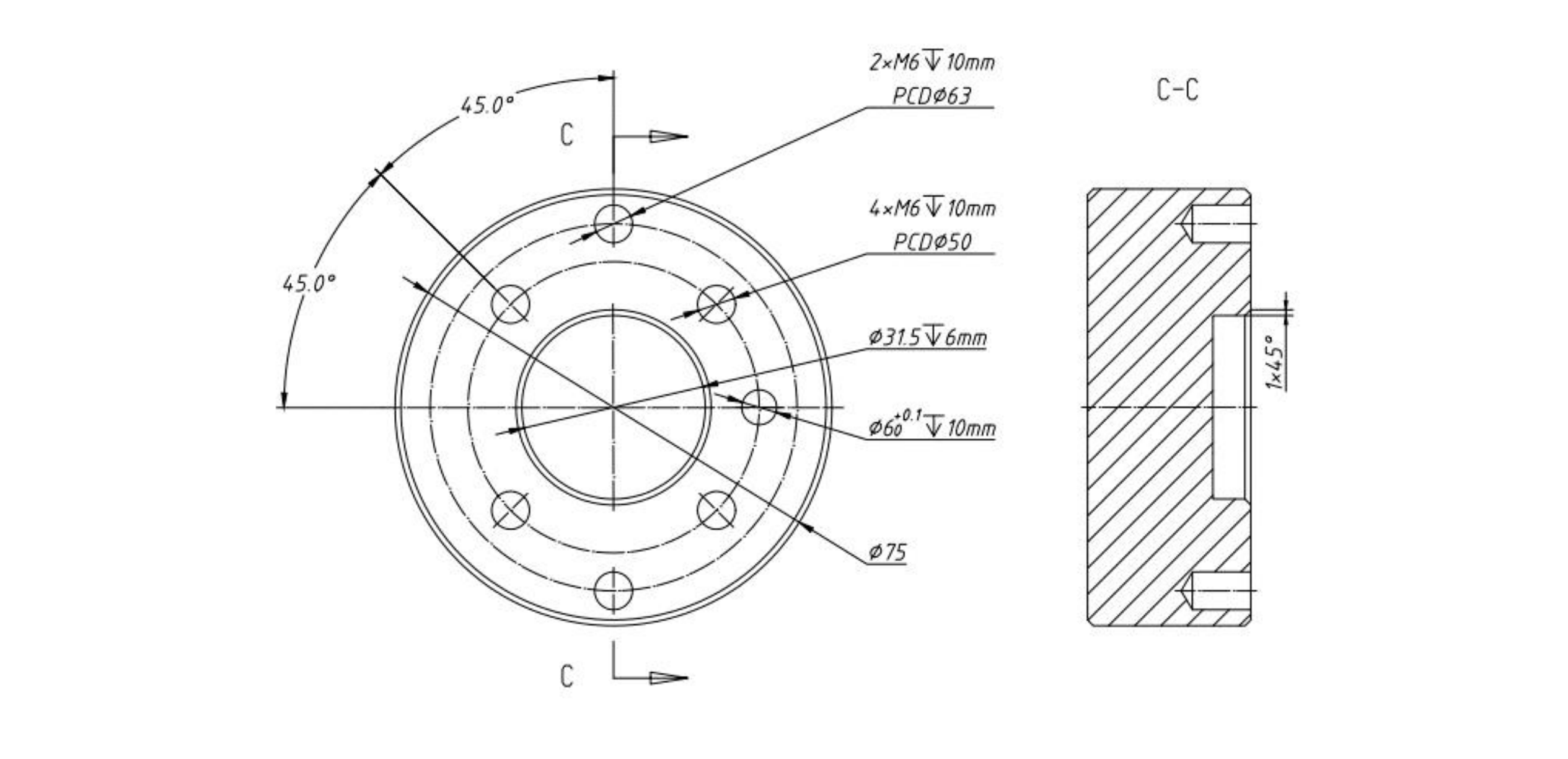
Lite 6机械臂末端工具法兰有6个 M6 螺纹孔和一个Ф6的定位孔,设计符合ISO 9409-1-50-4-M6标准。
若您要安装的末端执行器没有定位孔,安装末端执行器的方向务必以文件形式存档,避免因为换人重新安装末端执行器时方向出现错误,导致运行结果完全出乎意料。
4.2 工具IO
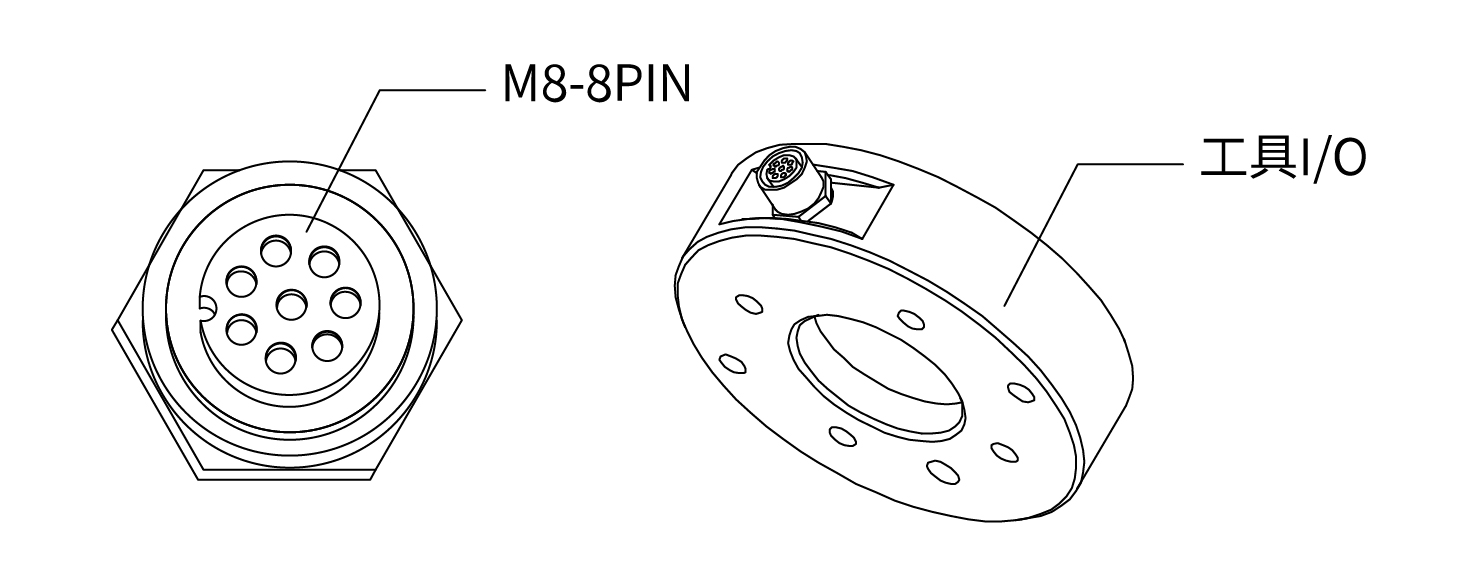
在机械臂的工具端,有一个航空插座8 芯的母工业连接器,为特定机械臂工具上使用的夹持器和传感器提供电源和控制信号。请参见下图。 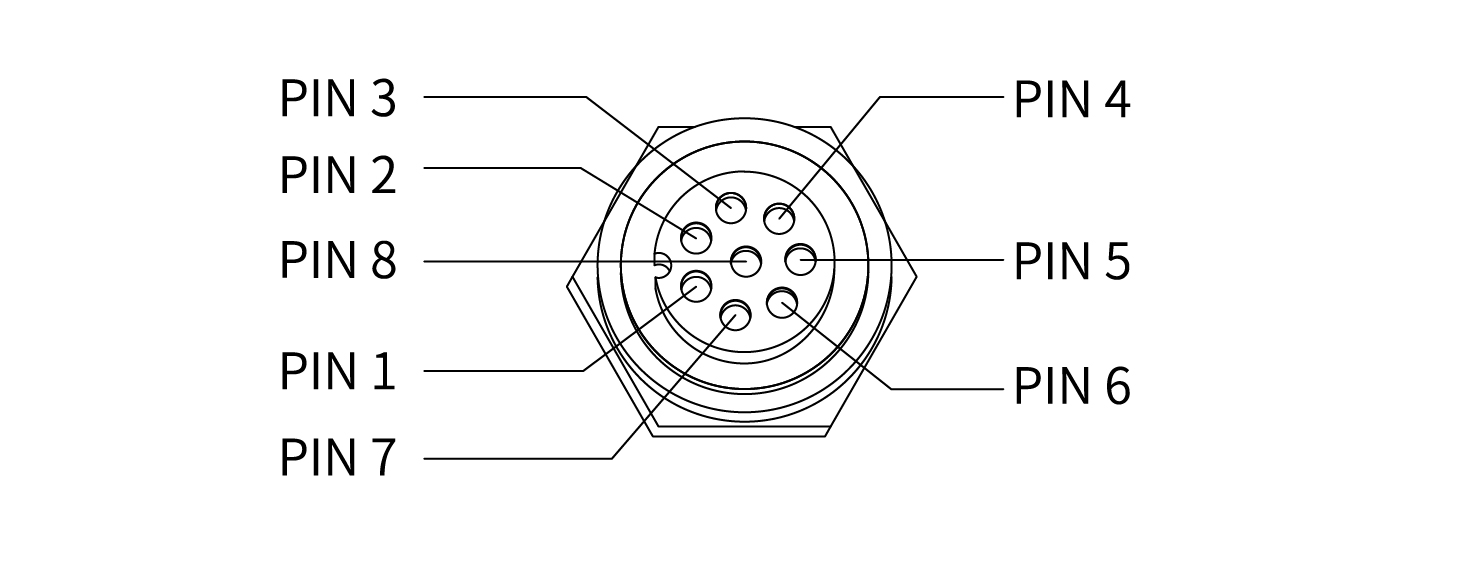
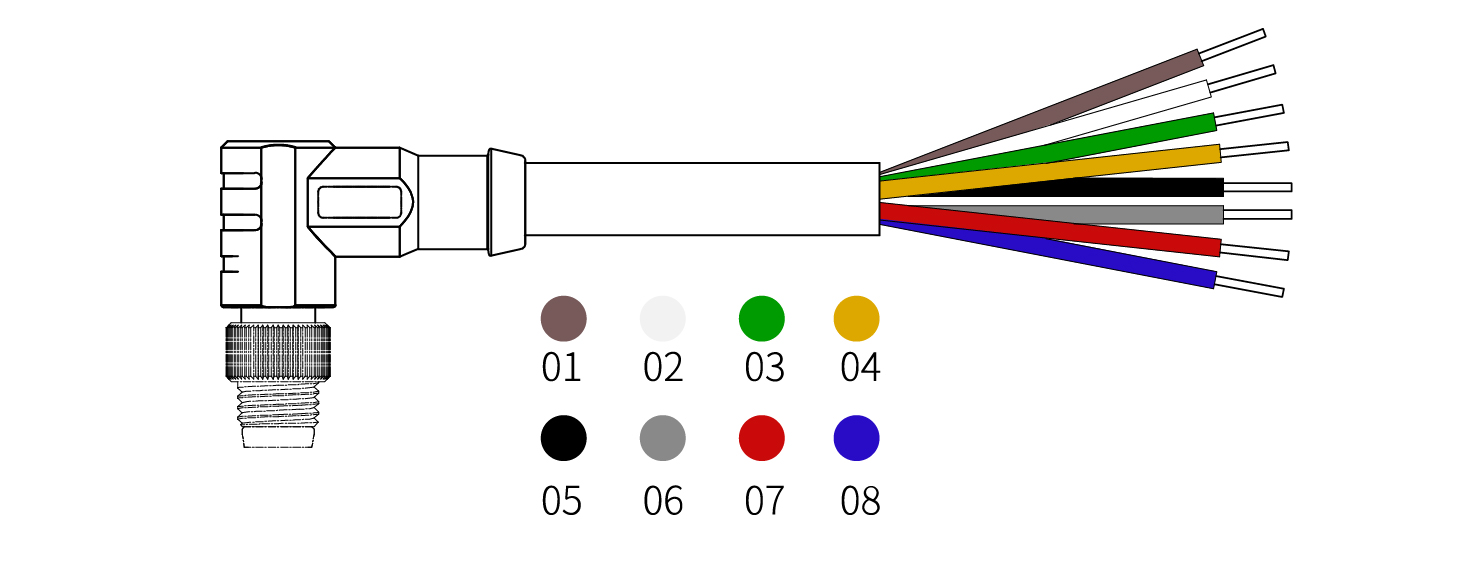
电缆内部的8条线有不同颜色,不同颜色代表不同功能,请参见下表:
| 线序 | 颜色 | 信号 | 线序 | 颜色 | 信号 |
|---|---|---|---|---|---|
| 1 | 棕 | +24V(电源) | 5 | 黑 | 工具输出0(TO0) |
| 2 | 白 | 0V(GND) | 6 | 灰 | 工具输出1(TO1) |
| 3 | 绿 | RS485-A/工具模拟输入0(T-AI0) | 7 | 红 | 工具输入0(TI0) |
| 4 | 黄 | RS485-B/工具模拟输入1(T-AI1) | 8 | 蓝 | 工具输入 1 (TI 1) |
电气规格:
| 参数 | 最小值 | 典型值 | 最大值 | 单位 |
|---|---|---|---|---|
| 24V模式下的电源电压 | 20 | 24 | 30 | V |
| 电源电流 | - | - | 1000 | mA |
注意
强烈推荐为电感性负载使用保护二极管。
危险 连接工具和夹持器保证中断电源时不会导致任何危险,例如工件从工具上掉落。
4.2.1 工具数字输入(TI)
数字输入已配有下拉电阻器。这意味着浮置输入的读数始终为低。
电气规格:
| 参数 | 最小值 | 典型值 | 最大值 | 单位 |
|---|---|---|---|---|
| 输入电压 | -0.5 | - | 30 | V |
| 逻辑低电压 | - | - | 1.0 | V |
| 逻辑高电压 | 1.6 | - | - | V |
| 输入电阻 | - | 47K | - | Ω |
下例显示了简单按钮的连接方法。
4.2.2 工具数字输出(TO)
数字输出以 NPN 的形式实现,集电极开路。数字输出激活后,相应的接头即会被驱动接通 GND,数字输出端禁用后,相应的接头将处于开路(开集/开漏)。
电气规格:
| 参数 | 最小值 | 典型值 | 最大值 | 单位 |
|---|---|---|---|---|
| 开路时的电压 | -0.5 | - | 30 | V |
| 灌入 50mA 电流时的电压 | - | 0.05 | 0.2 | V |
| 灌电流 | 0 | - | 100 | mA |
| 通过 GND 的电流 | 0 | - | 100 | mA |
警告:
工具数字输出端没有电流限制,若超过所规定的数据,可能会导致永久性损坏。
下例说明了如何使用工具数字输出,因为内部输出为集电集开路,所以需要根据负载上接电阻到电源。电阻的大小及功率视具体使用情况而定。 
注意: 强烈推荐为电感性负载使用保护二极管,如下图所示。 
4.2.3 工具模拟输入(TAI)
工具模拟输入为非差分输入。
电气规范:
| 参数 | 最小值 | 典型值 | 最大值 | 单位 |
|---|---|---|---|---|
| 电压模式下的输入电压 | -0.5 | - | 3.3 | V |
| 分辨力 | - | 12 | - | 位 |
| 电流模式下的输入电流 | - | - | - | mA |
| 4mA 至 20mA 电流范围内的下拉电阻 | - | - | 165 | Ω |
| 分辨力 | - | 12 | - | 位 |
下例显示了模拟传感器与非差分输出的连接方式。
- 电压模式

- 电流模式

下例显示了模拟传感器与差分输出的连接方式。将负输出端连接至 GND (0V),即可像非差分传感器一样工作。
- 电压模式

- 电源模式

4.2.4 工具端RS485
工具末端提供RS485接口,支持接入RS485通讯的第三方设备。
工具末端的ID为9。
可用IO:
- PIN3:RS485-A
- PIN4:RS485-B
- PIN1:24V
- PIN2:GND
- 若工具端支持标准Modbus RTU协议,可通过UFACTORY Studio的Modbus RTU界面进行调试操作。
- 若工具端不支持标准Modbus RTU协议,需要通过getset_tgpio_modbus_data接口进行操作,并将is_transparent_transmission参数设置为True。